广汉【本地】珩磨管45#绗磨管物流配货上门产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:广汉广汉【本地】珩磨管45#绗磨管物流配货上门的图文介绍
九冶管业有限公司已成为综合实力具有一定规模的 缸筒、生产厂家,现有固定资金200万,员工60人,且位于有着 缸筒、生产基地之的广汉工业区,交通便利。 我厂在多年的运营中形成了具有独特的生产经营模式,检测设备齐全,开发产品快周期短且具有较强的新产品开发能力,销售和技术服务的合理体制以及产品质量保证体系的专业化 缸筒、生产厂家。


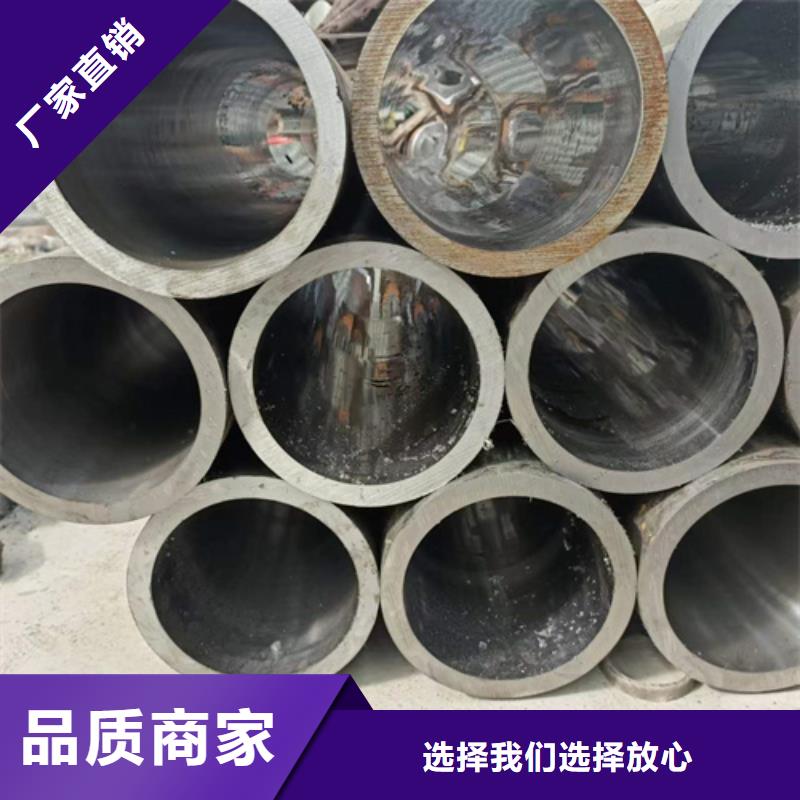
珩磨管是选用无缝钢管制造机械结构或液压设备等,钢管通过冷拔或冷轧处理后的一种无缝钢管。由于其内外壁无氧化层、承受高压无泄漏、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压产品。它的敷设排列和走向应整齐一样,层次分明,尽量采用水平或垂直布管,水平管道的不平行度应≤2/1000;垂直管道的不垂直度应≤2/400。用水平仪检测。较长的管道要考虑措施以免温度变化使管子伸缩而引起的应力。。直到所有焊完以后,還是要搞好清理工作中,并对产品工件开展整修。



厚壁绗磨管加工内孔一般采用镗削、珩磨管铰孔厚壁油缸管是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;绗磨钢管要承受很大的液压力,因此,应有足够的强度和刚度。绗磨与内圆磨不同,加工是用一珩磨头伸进孔内,然后由机器带动旋转,往复,并涨出磨条进行切削加工.机器是专用的珩磨机.有立式和卧式之分.立式较适于大批量的较短件连续生产,如气缸套类.卧式的较适合较长件的生产.如果是加工铸铁类的,生产效率转内圆磨的方式高几倍.但钢件珩磨效率比铸铁等要差点,不过比起内圆磨的方式还是要快很多.精度方面不是什么问题,比起内圆磨有过之而无不及.



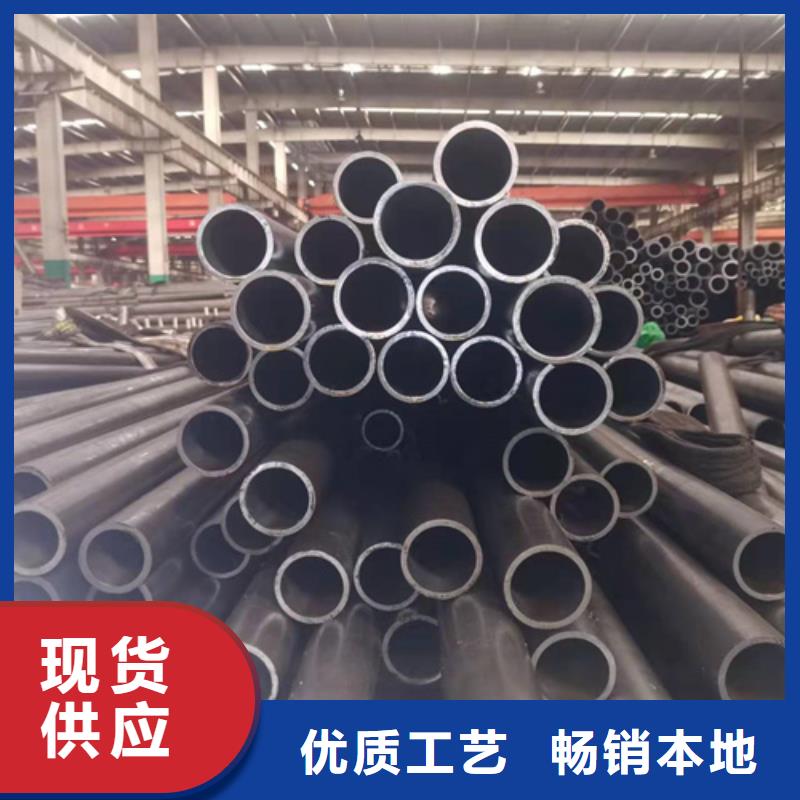
珩磨管1主营材质:20#、Q235、20G、35#、45#、16Mn、Q345、40Cr、27SiMn、12Cr1MoV、10CrMo910、15CrMo、35CrMo、42CrMo。广泛应用:工程机械、冶金机械、塑料机械、启闭机械、矿山机械、道路施工机械、纺织机械等多个行业。加工形式:1.冷轧2.冷拔3.珩磨4.滚玉现在,随着工业化的推进,越来越广泛的珩磨油缸管,珩磨油缸管和成本要求的应用也越来越高,所以是珩磨油缸管正在进行的结构改革和创新,在这个市场上,要进行供给结构改革的珩磨油缸管生产方,并与市场大规模发展,珩磨油缸管已经证明,改革,创新,加大投资市场是正确的。那么该怎么办呢?



珩磨管加工特点一、加工精度高一些中小型的通孔,其圆柱度可达0.001mm 以内。一些壁厚不均匀的零件,如连杆,其圆度能达到0.002mm。对于大孔,圆度也可达0.005mm,如果没有环槽或径向孔等,直线度达到0.01mm/1m以内也是有可能的。珩磨比磨削加工精度高,因为磨削时支撑砂轮的轴承位于被珩孔之外,会产生偏差,小孔加工,磨削精度差。珩磨一般只能提高被加工件的形状精度,要想提高零件的位置精度,需要采取一些必要的措施。如用面板改善零件端面与轴线的垂直度。二、表面质量好表面为交叉网纹,有利于润滑油的存储及油膜的保持。有较高的表面支承率(孔与轴的实际接触面积与两者之间配合面积之比),因而能承受较大载荷,耐磨损,从而提高了产品的使用寿命。珩磨速度低(是磨削速度的几十分之一),且油石与孔是面接触,因此每一个磨粒的平均磨削压力小,这样珩磨时,工件的发热量很小,工件表面几乎无热损伤和变质层,变形小。珩磨加工面几乎无嵌砂和挤压硬质层。




 扫一扫
扫一扫